
|
'DIY projekt' CNC Fräsmaskin DIY - Projekt 5 |
INDEX

Senast uppdaterat
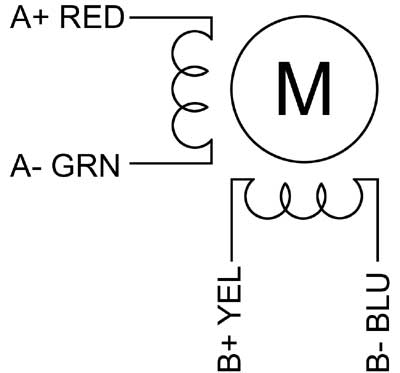
Förbereder uppstart för fullt, kopplade in dator och USB-Remote kontroll under kvällen. Beräknar just nu hur vi ska köra stegmotor inställningarna, lutar mot 1/8dels steg. Inkoppling av motorer framgår av schema från jbcnc.com[L1] - Vi kör även med en färdig inställningsfil i .xml format från samma leverantör.
2012.04.09 Tog lite bilder på motor inkopplingarna, använder skärmade kablar 4x1,5mm2. Skärmen jordas i elektronik skåpet och vid motorerna.

Inkoppling av motor / 'BILTEMA' Kopplingsbox / Jordledning
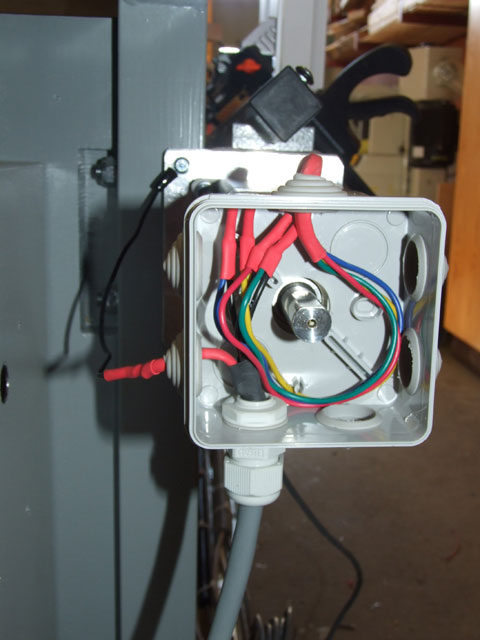

Jordledning skruvas till motorfäste / Y-Axelns ena stegmotor inkopplad och Klar
Använder 4st 16mm flex-slang för att dra ledningar till Y och A** axelarnas ändlägesbrytare innuti maskinstommen, slangarna mynnar vid respektive gejder avslut och går samman baktill vid sidan av elektronik skåpet.
(**A axeln är kopplad som 'Slav-axel' på Y-Axeln)


Flex-slang vid gejder avslut / Flex-slangar inne i maskinstommen

Flex-slang och signalkablar vid elektronik skåpet
2012.03.18 Nu börjar maskinen att vara 'start-klar' - Maskinen verkar att bli mycket stabil, kanske t.o.m. lite bättre än förväntat?. Den är i.a.f. betydligt tyngre än vad vi räknat med från början, trots att det mesta av dom rörliga delarna i X och Z axelarna är gjorda av aluminium.
All kabel dragning / koppling är nu nästan klart, ändlägesbrytarna återstår att montera. Alla steg-motorer inkopplade och provkörda.
Snart dax för lite 'riktig' prov körning för att bl.a. kontrollera repeterbarhet / noggranhet (Tolerans) m.m. Det sista som kommer att göras är hål / spår i dom två maskinborden för fastspänning (Vacuum?) av arbetsstycken.
Tillverkade ett fäste och monterade en liten 'Panel' - På den sitter maskin 'NÖDSTOPP' knapp / 'H/W RESET' och start stopp av vacuum-pump - Vidare ska där finnas LED-Lampor för 'H/W OK/Fault' och 'S/W OK/Fault'


Manöver panel

Manöver panel med fjärr kontroll
2012.02.06 Slutmontering påbörjad, en kompis (TheHaze) har hjälpt mig med att förstärka aluminium delarna till gejdrarna. Han har svetsat i motorfästen och förstärkningar för att U-Profilerna ska bli styvare och därmed hålla formen bättre.
Bilderna visar Y-Axelns förstärkta U-Profiler med motorfäste och gejder-rör, motor med flexibel axel-koppling och trapets-skruv med axeltapp och dubbla lagerbockar. (Vänster sida)




Trapets-skruv med axeltapp och dubbla lagerbockar
2012.01.17 Demonterade Y-Portal och Y-Axel gejdrarna för att kunna påbörja målning och 'slut' monteringen. När Y-Axel gejdrarna monteras kommer dom att injusteras så noggrant som möjligt.


Y-Portal demonterad, maskin stommen målad och klar!
Fick hem axelkopplingar idag, köpte dessa direkt från tillverkaren via eBay seller=iawoo. Kopplingarna Kostade knappt 400kr för 4st kopplingar med 14/14mm axelhål inkl. frakt. Kopplingarna verkar att vara lite klena, men ska enl uppgift klarar ca: 6Nm belastning. (Motorerna klarar 11.22Nm...)
 Dom sista saknade delarna, 4st axelkopplingar |
Har följande kvar att göra:
- Montera tillbaka och justera Y-Gejdrar.
- Montera ändläges och referensbrytare.- Kapa till och montera trapets skruvar på Y-Axeln. - Montera tillbaka och justera Y-Portal. - Montera tillbaka och justera X-Avel gejdrar. - Kapa till och montera trapets skruv på X-Axeln. - Montera tillbaka och justera Z-Azel gejdrar. - Montera tillbaka Fräsmotor - Kabeldragning (Kabelskenor och kabelrör är klart!). - Montering av steg-motorer (4st) - Montera 'styr-panel'. - Koppla in brytare (+Nödstoppar) och steg motorer. - Koppla in fräs-motor relä. - Tillverka spånhuv / utsug. |
2012.01.13 Tillverkade fästen för fräsmotorn, använder två aluminium profiler 80x40x400 och två gängstänger M10x440. Tillverkade även en kabelskena och provmonterade PM-Flex slang för Y-Axeln.


Kabel skena / PM-Flex slang för kablar till Y-Axel
2012.01.09 Har inte vågat att kapa av tvär balkarna i Y-Portalen tidigare, men nu är det gjort! - Kapade dom 70mm längre för att kunna montera en extra omgång vinklar på utsidan av portalen (Se bilder) - Det förstärker portalen ytterligare. Gör färdigt in fästningen för Y-Portal / Support vagnar, borrar hål för 2st M10x70 i varje 'pelare', det blir totalt 8 skruvar (4 på varje sida).


Kabel skena / PM-Flex slang för X-Axel / 'Extra' vinklar vid infästning pelare/balk på Y-Portal
Tillverkade även en skena för kabeldragning och flex-slang på X-Axeln. Använder en std. elskena och std. 30mm PM-Flex slang.
2012.01.08 Tillverkade motorfästen för X-Axel och Z-Axel idag, kapade upp trapets skruven för Z-Axel och provmonterade. Har beställt elastiska axel kopplingar som jag hoppas kommer under veckan.


Z-Axel, trapets skruv och motorfäste monterade
2012.01.03 Har tidigare skaffat en vacuumpump för projektet, kollar på olika användning / anslutnings möjligheter. Pumpen är ganska stor, 1,3Kw / 2880rpm
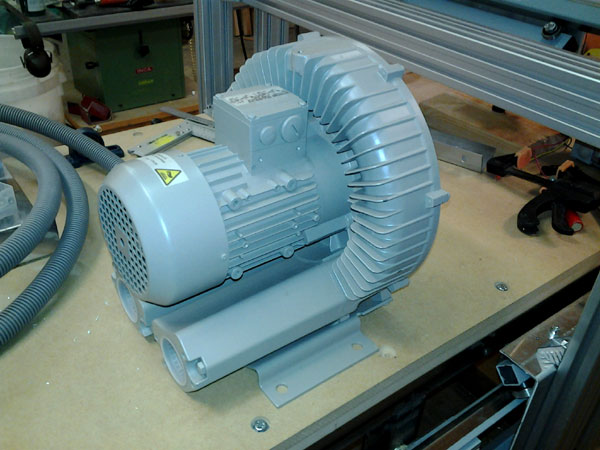
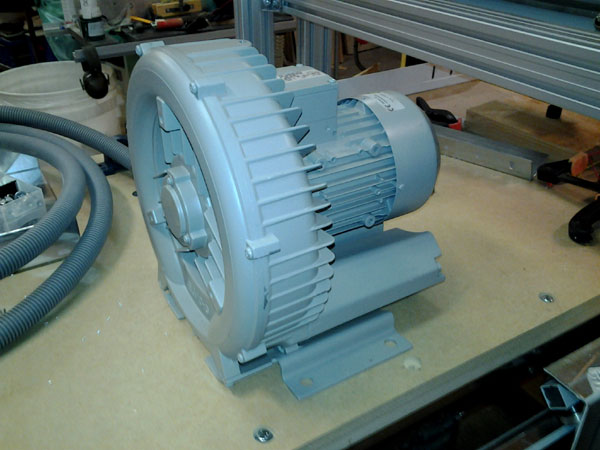
Vacuumpump
2012.01.01 Monterade Z-Axel gejdrar och support-vagn under kvällen. Nästa steg är lagerbockar / aveltappar och trapets skruvarna, allt är tillverkat och hål för lagerbockarna borrade så det är bara att kapa upp trapets-skruvarna i rätt längd och montera.
Har inhandlat en fräsmotor (Överhandsfräs) AEG OF-2050/E och ska försöka att konstruera någon form av fäste för denna. Har börjat med att skruva lös fräs-plattan och handtag. Förbereder även kabeldragning genom att montera grå 'flexslang' (PM-Flex) med diameter 32mm. Tillverkar plåt skenor med U-Profil för att styra upp hur 'flex-slangen' viks när maskinen förflyttar sig. (Se bilder)
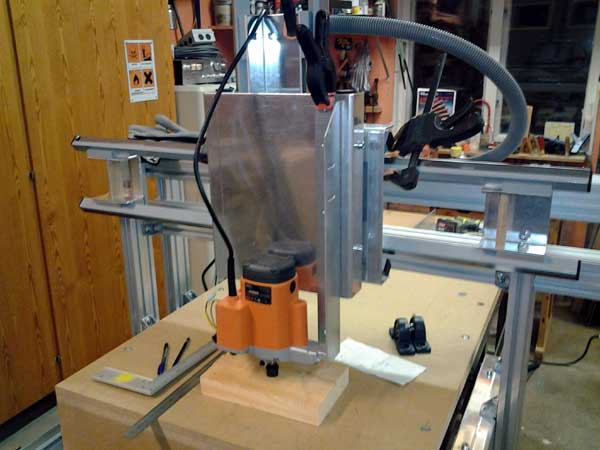

Fräsmotor AEG OF-2050/E - Provmonterar höger motorfäste
2011.12.30 Har nu monterat gejder detaljer, support-vagnar och portalen på Y-Axeln , X-Axel gejder/vagn är också på plats. Justerar ev. glapp med hjälp av 0.2mm och 0,4mm mellanlägg under 'vinkelklossarna' som håller gejder-rören på plats.


Gejderdelar på Y-Axel (Höger-sida)


Y-Axelns vänstersida och portal på plats / X-Axel Gejder monterad
2011.11.22 Axeltappar för trapets-skruvarna är nu färdiga och monterade, tapparna är svarvade med våran 'HAIAN AT-320' kombinerade metall svarv/fräs


Axeltappar svarvade / Trapets-skruv med rundmutter, axeltapp och lagerbockar


Svarvar invändig passning för trapets-skruvarna
För att kunna köra högre varvtal så använder vi dubbla lager-bockar i var ände av y-Axelns trapets-skruvarna. Enl. tillverkaren av trapets-skruvarna kan man då köra men nästan dubbelt så höga varvtal på axeln.
2011.10.18 Hämtade aluminiumplåtar som vi låtit klippa och bocka. Plåtarna är dels hållare för lagerbock/gejder-rör och dels hållare för rull-lager på supportvagnarna för Y-Portal och X/Z axlar.
2011.10.31 Svetsade ihop stommen och har nu påbörjat tillverkning av maskindelar, provmonterar U-Järn för infästning av gejder-rör, bilderna visar det övre gejder-röret på höger sida av Y-Axel. Gejder rören kommer att monteras i par, ett övre och ett nedre. (Se skiss längre ner på sidan)


Svetsad stomme och provmonterad gejder (Y-Axel)
Tillverkar bl.a. delar till supportvagnarna, använder fyrkantrör 30x30mm som fräses och borras, fräsningen underlättar borrningen av hål för infästning i 'hörn' (Se bilder) - Den kombinerade svarv/borr/fräs maskinen 'HAIAN AT-320' kommer nu till användning och har hittils fungerat jättebra.


Planfräser 'hörn' för att kunna borra fästhål


Provmontering av gejder delar och supportvagn
2011.08.08 Hösten närmar sig med stormsteg, under sommaren har vi målat fönster och badat. Nu dammar vi av CNC-Projektet och gör en 'nystart' - Har monterat ihop styrskåpet, nu med lite säkringar på spännings matningarna till driv-stegen.
Har importerat och tagit igång en metall svarv/fräs 'HAIAN AT-320' under sommaren, den ska bl.a. användas för svarvning av axel-tappar m.m.
2011.08.06 Beställde trapets-skruvar från [L5]wiberger.se idag. 3st 2meter långa med D=22mm och 5mm stigning per varv, beställde även 6st runda trapets muttrar för dessa.
2011.01.08 Har kollat på olika sätt att styra varvtal på fräsmotorn. Från programvaran kan man ta ut en PWM signal för detta. (Puls Width Modulation)
Har hittat en prisvärd frekvensomriktare hos EIE.se - Kollar om den kan styras direkt med 'pulsbredd' signalen eller om den ska styras med DC 0-10V som är det 'normala' - En ganska enkel PWM/DC konverter 'DC-03 DigiSpeed GX V3' fins hos homanndesigns.com

PWM/DC konverter 'DC-03 DigiSpeed GX V3' / Frekvensomriktare Teco E2-203-H1F
2011.01.01 I mellandagarna ha vi skruvat upp lite spånsugsrör. Har tänkt att göra detta väldigt länge, det är en STOR fördel att allt blir inkopplat permanent mot spånsugen, städning är INTE roligt!! - Det är mycket roligare nu när det inte blir en massa spån/damm att ta reda på varje gång man ska såga minsta träbit.
Totalkostnaden för spånsugs 'uppgraderingen' går på runt 3000kr. Använder Y-Rör och skjut-spjäll från DUABHUSET.se tillsammans med D100mm spiro-rör (Ventilationsrör) köpta på K-RAUTA/Lakapää. D100mm flex-slang har vi köpt från NIMAAB.se[L6] - Totalt kopplas hela 5 (Fem) maskiner in permanent till spånsugen. Läs mera om uppgraderingen av spånsugsanläggningen -->Här!
2010.12.30 Fick hem grejerna från ELFA.se[L9] - Totalt går det åt närmare 50 meter signal-ledning, använder skärmad ledning 2x0,5mm2 till brytrare och 4x1,5mm till motorerna, alla ledningar är skärmade.
2010.12.27 Kopplar just upp interface / drivare / stegmotorer för att provköra för första gången. Har installerat om styrdatorn och dragit fram en fullkopplad parallell kabel mellan datorn och rital skåpet. Hämtade rören till spånsugen idag, kommer att tillverka hållare och montera upp lite rör under mellandagarna.
2010.12.21 Mitt i julhandeln beställde vi hem 12m 'Spirorör' D100mm och 5st 90gr böjar för att kunna bygga ut våran spånsug. Kommer att koppla upp justersåg, bandsåg, rikt&planhyvel, kantputs och cnc-maskin permanet till spånsugen.
Har tidigare även inhandlat en Handöverfräs 'Cotech' med 1200W motoreffekt, den tänker vi 'konvertera' och använda som fräsmotor i CNC-Maskinen, kollade nu på en handöverfräs 'AEG OF 2050 E' med 2050W motoreffekt, den borde vara en lämplig 'ersättare' om den förstnämda skulle visa sig för klen...


Handöverfräs 'Cotech' / 'AEG OF 2050 E' Högerklicka --> Välj 'Visa Bild' för större bild.
2010.12.15 Fick idag hem 4st Stegmotorer/Drivsteg, 2st Nätaggregat och 1st interfacekort som vi beställt via eBay direkt från från wantmotor.com[L4] Kina. 'Prov-monterar' drivsteg och nätaggregat i ett elskåp 'RITAL' 600x600x200mm.


4-Axel kit från wantmotor.com[L4] Kina / Elskåp 'RITAL' - Högerklicka, Välj 'Visa Bild' för större bilder.
CNC-Maskinen styrs/drivs av fyrkantvåg (Pulser) med ganska höga frekvenser (Över 50KHz) - Det är VÄLDIGT vanligt att man råka ut för störningar p.g.a. överhörning, övertoner o.s.v. speciellt vid högre strömstyrkor som t.ex. vid drivstegen. Skärmade kablar, jordning och hur kablarna läggs tillsammans med andra kablar blir väldigt viktigt. Kablarna ska om möjligt hålla ifrån varandra.
Inne i skåpet försöker vi placera nätaggregat, drivsteg och interfacekort på bästa sätt, för att därigenom minimera sammanblandning av kablar/ledningar. Drivstegen har placerats längst ner till höger närmast luftintaget i botten. Det är väldigt viktigt att hålla isär t.ex. ingångskablarna och motorkablarna till/från drivstegen som annars lätt störs ut.
Ett gammalt 'DELL' nätaggregat från en skrotad dator får hjälpa till med +12 och +5Volt för diverse funktioner, bl.a. drivningen till interfacekortet.
2010.11.14 Nu börjar delarna att komma, har bl.a. Aluminiumprofilerna till Y-Portalen, kullager, lagerbockar och en del fyrkantrör. Saknar trapetsskruvarna och drivningen. Påbörjar själva byggandet under veckan, kommer att börja med gejder-delarna.
2010.11.01 Kollar just nu på konstruktion och letar efter leverantörer. Påbörjade denna webb-sida.
Bakgrund
Varför en CNC-Maskin? - Ja det kan man ju undra, svaret är enkelt! - CNC-Fräsmaskinen är den 'Ultimata' maskinen för bearbetning / tillverkning av detaljer i många olika material, plast, trä och mjuka metaller.
Maskinen kommer att förenkla utveckling och tillverkning i en hel rad andra DIY-Projekt, bl.a. så kommer vi att tillverka bafflar / basreflexportar och mellan-stagplan i en del högtalar projekt. (Se länkar till vänster)
Mellan åren 1988 och 1992 arbetade jag professionellt med CNC-Maskiner inom snickeri branchen som programmerare (ISO/G-Kod) och produktionsberedare.

MAKA maskinen hos Furukomponenter / Överkalix ca: 1990
På bilden ser man den stora MAKA maskinen i 'action' - Just när denna bild togs tillverkade den soffbords skivor, s.k. 'Hjärte-bord' till en Norsk kund. Har själv tagit bilden medans jag körde maskinen, ska försöka att hitta fler gammla bilder på maskinen och scanna in dom...
Konstruktion
Konstruktionen bli som följer. Gavlarna på maskinen kommer att vara 'öppna' vilket gör det möjligt att bearbeta i princip hur långa arbetsstycken som helst. En annan 'grundidé' är att fräs-spindeln ska kunna gå 'över kanten' på maskinens främre gavel för att man ska kunna bearbeta arbetsstycken som står 'vertikalt' t.ex. vid fräsning av urtag för låskistor, gångjärn i dörrblad och sinkning av låd-detaljer.
Se skiss nedan: X-Axeln drivs av en(1) trapets-skruv / stegmotor, X-Axelns supportvagn, skruv och motor monteras på Y-Axelns 'Portal', Y-Axeln har två(2) support vagnar och drivs med två strapets-skruvar / stegmotorer. Z-Axeln och dess supportvagn har en(1) egen trapets-skruv / stegmotor och monteras på X-Axelns supportvagn.
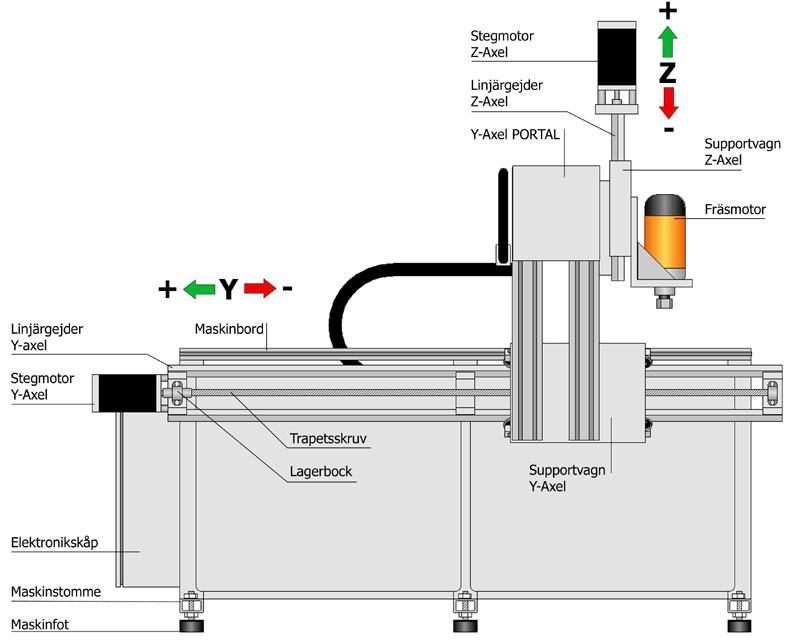
CNC-Masin / Sida. Högerklicka --> Välj 'Visa Bild' för större bild.
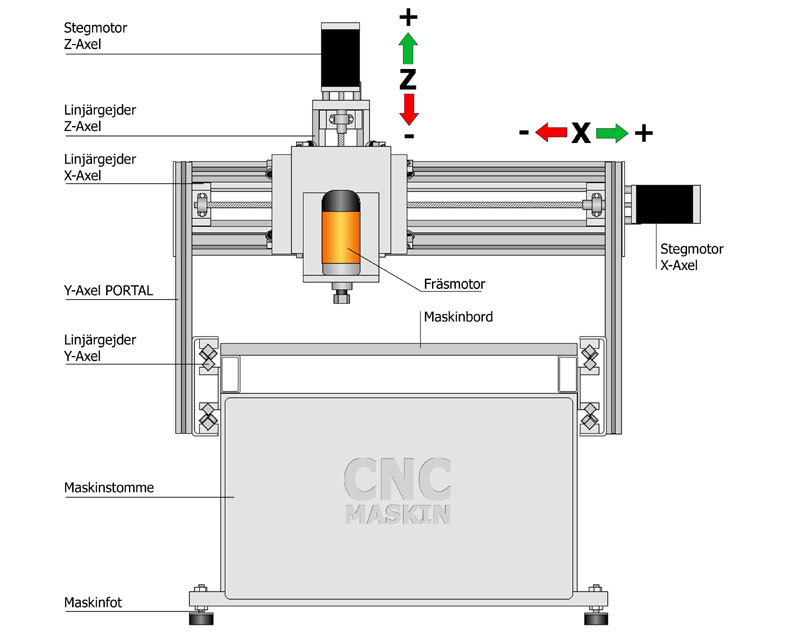
CNC-Masin / Gavel. Högerklicka --> Välj 'Visa Bild' för större bild.
Linjärkomponenter: Då maskinen främst ska användas på plast och trämaterial (Snickeri / Dekoration) så har vi siktat på en mått tollerans på ca: 0.2-0,3mm per 1000mm. Större noggranhet är inte nödvändig för det som maskinen ska användas till.
Till att börja med så kommer vi att använda vanliga fyrkantrör och vanliga spårkullager för att bygga 'linjär gejdrar' av.
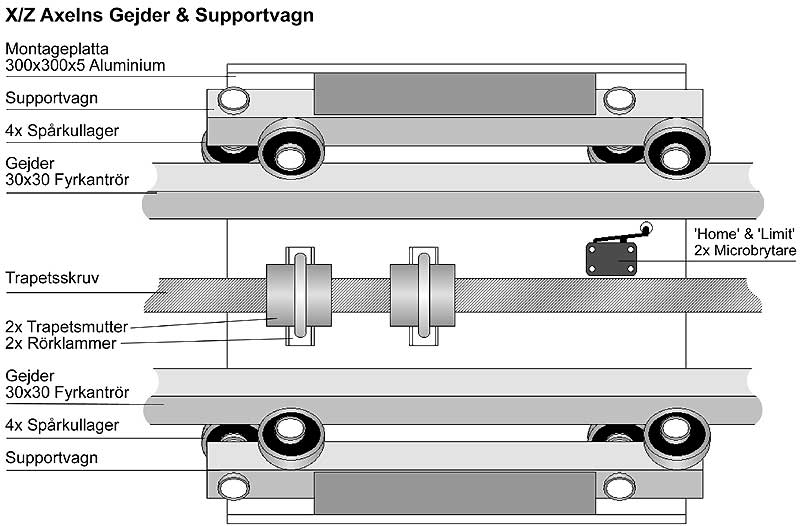
Linjärgejder & Supportvagn
Vår förhoppning är att dom egentillverkade gejdrarna ska ge tillräcklig pressision. Det är även en kostnadsfråga, att köpa färdiga linjärkomponenter för detta är rellativt dyrt. Om det framkommer att pressisionen behöver ökas kan ett alternativ vara 'DualVee®' skensystem från http://www.mekanex.se[L3] som även har levererat alla trapets-skruvar till bygget.
Drivning
Skissen nedan illustrerar uppkopplingen av styrning och drivning. Försöker även att beskriva användning och inkoppling av dom ingående delarna: 1. Styrdator/programvara --> 2. Interfacekort --> 3. Drivsteg --> 4. Motorer.
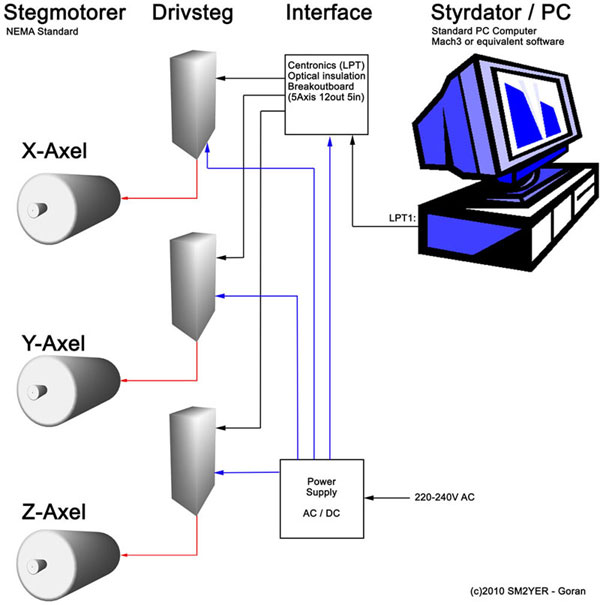
Princip-skiss - Stegmotordrivning - 3 axlar
Styrdator/programvara: Vi kör programvaran 'Mach3 v.2.0.' från ArtSoft/Newfangled Solutions LLC/USA - Köpte licensen via http://www.jbcnc.se/[L1] som även har färdiga inställningsfiler som passar interface och drivare.
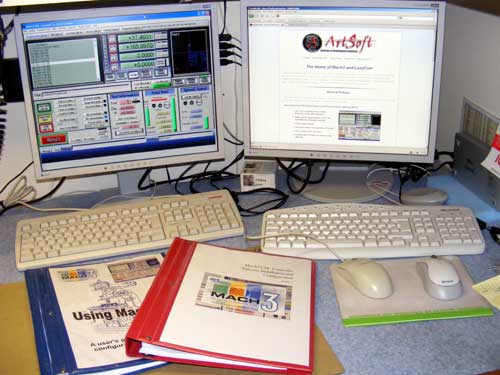
'Dry-Run' installation inne på 'Kontoret'
Mach3 programvaran har utomordentliga funktioner för 'Simulerad' programkörning. Det går mycket bra att sitta inne i stugvärmen och 'torrsimma' både för att lära sig inställningar / configuration och för att lära programkodning.
På tillverkarens hemsida hittar man ALLT som behövs: Manualer, läromedel, videofilmer och en hel del annat. http://www.machsupport.com/[L2]
 | 

|
2010.12.09 Har ställt i ordning en begagnad pc och ett gammalt återvunnet halvhögt datorskåp. Mach3 programvaran behöver inte mycket kraft för att fungera bra. Vi kör på en begagnad HP Compaq DC7600 med Pentium 4 2.8 GHz processor, 1024MB arbetsminne och 80GB hårddisk, datorn levererades även med Windows XP Pro (OEM) licens, det är fullt tillräckligt. En lämplig/bra och billig PC-Dator kan man hittar på http://www.inregodriekt.se[L8]
Det är antagligen en bra idé att inaktivera skärmsläckare och strömsparfunktioner i operativsystemet så att datorn inte får för sig att börja stänga ner 'helt plötsligt' - Vidare ska man naturligtvis vara väldigt försiktig med vad man använder en 'industri' PC till i övrigt, olika programvaror kanske inte fungerar ihop, bl.a. antivirus program kan 'låsa' dator / hårddisk momentalt vilket är helt förödande om man samtidigt ska styra en maskin eller process med ett tidskritisk program som Mach3.
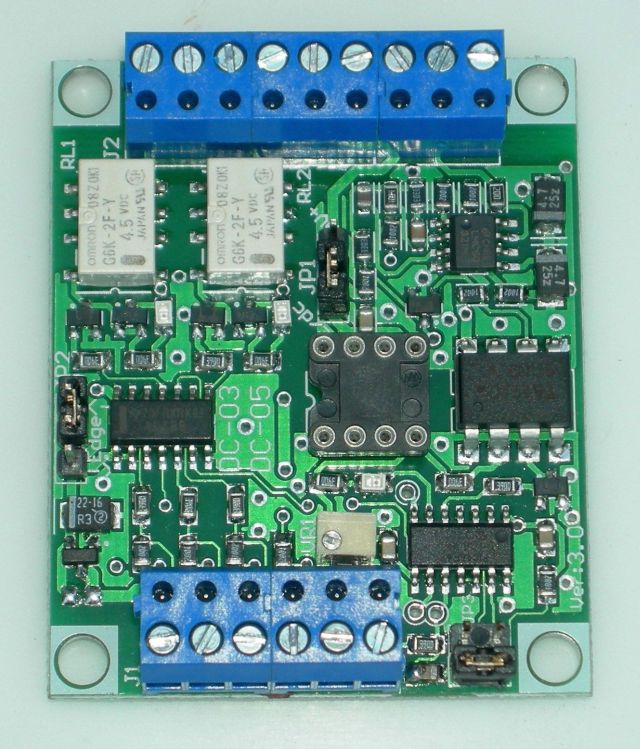
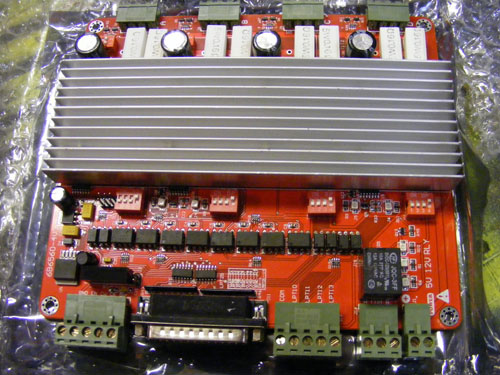
Interfacekort: Datorn kopplas till CNC-Maskinens hårdvara via skrivarporten (LPT1:) och ett interfacekort där alla in och utgångar har försetts med optokopplare för att elektriskt avskilja dator och CNC-Maskinen.
Interfacekortet har en mängd in och utgångar. Till utgångarna kopplas drivsteg och styr-relä för fräs motorn. Till ingångarna kopplas gränslägesbrytarna ('Limit'), referensbrytarna ('Home') och nödstopparna ('EStop').
När utgångarna är INAKTIVA ligger +5V/DC på. När utgångarna AKTIVERAS går dom till O (Noll/Jord).
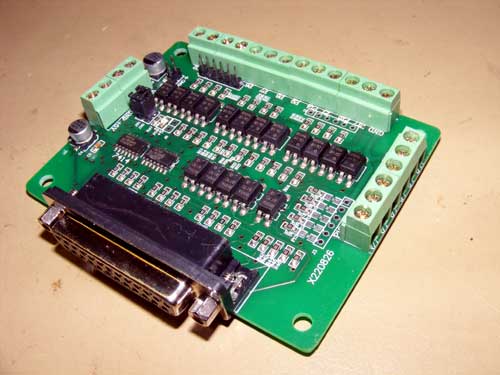
Std. 'CNC-BOX' Breakoutboard från wantmotor.com[L4] Kina
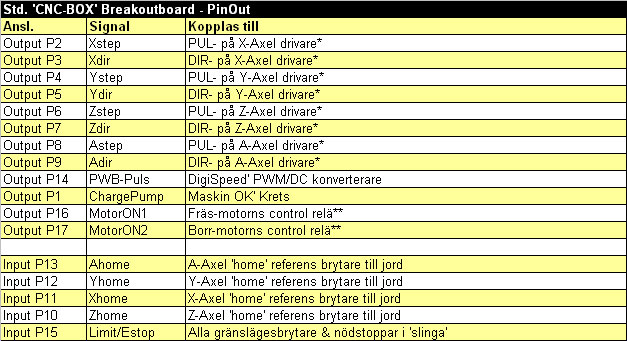
* Not: Utgångarna på optokopplarna är av typen 'NPN' (Se skiss nedan)
Se även: Manual för stegmotor drivare - SD-2H086MB
** Not: Om annan spänning / ström än +5V / 50mA MAX (Optokopplare 4N37) behövs så måste utgången kopplas via t.ex. en enkel transistor konvertering. (Se skiss nedan)
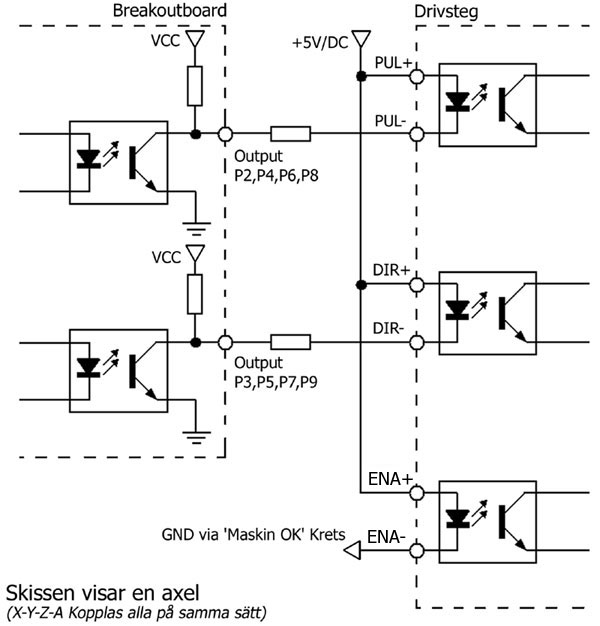
Inkoppling - Breakoutboard / Drivsteg
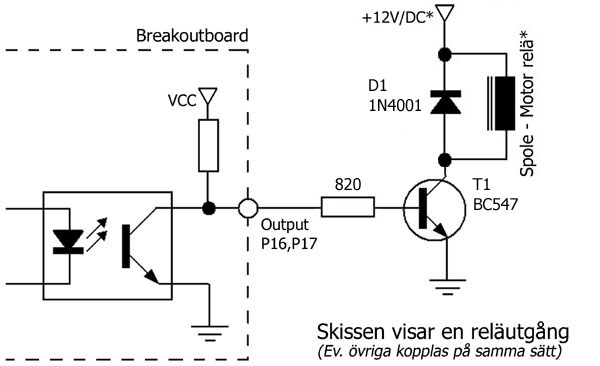
Inkoppling - Breakoutboard / Motor relä
* Not: 12V/DC Matning förutsätter naturligtvis att reläspolen är avsedd för detta. Transistorn är en NPN-Transistor av typen BC547, BC337, 2N3904 eller motsvarande. (Min 20V/0,2A) - NOTERA! att R1 (820ohm) har beräknats för att ge bas-ström 5mA för BC547, om annan transistor används måste värdet för R1 beräknas om. Skyddsdioden över reläspolen är en std. diod typ 1N4001 eller likvärdig.
Ovan är endast ett exempel, i Mach3 programvaran kan man enkelt configurera ALLA 11 utgångar / 5 ingångar hur man vill. När man sedan ska koppla interfacekortet till drivare/relän och brytare så är det helt klart läge att ta det lungt och dubbelkolla alla anslutningar. När man sedan är dax för provkörning så har Mach3 programvaran mycket bra diagnos och test funktioner.
Utgången 'P1' (Pinne 1 på LPT1: porten) använder vi för att köra ut en s.k. 'ChargePump' signal från Mach3 programvaran. Det är en 12,5KHz signal som programvaran lägger ut när allt är OK. (Programmvaran har laddat och reset inte är aktivt) Vi kör in 'ChargePump' signalen till en 'Inverterare' (TTL Logic Texas Instruments SN7406N) och vidare till ett 5V relä som ligger i serie med 'EStop' och 'Limit' brytarna.
Om man får för lite in & utgångar så är det inga problem att köra ytterligare ett interfacekort på en annan skrivarport, Mach3 programvaran är klar för att hantera även detta.
Drivsteg: Drivsteg 'SD-2H086MB' är en direkt ersättare till det mera kända drivsteget 'MD882' - Inkoppling och data är i princip samma, men SD-2H086MB klarar lite högre upplösning (Microstepping), det har i.o.f.s. ingen betydelse för oss.
Vi kommer att ställa in 1/8 pulsdelning, det ger 1600 pulser per helvarv och en teoretisk minsta axelrörelse på 0,003125mm. Maximal beräknad matningshastighet ska kunna bli 9,98 m/min.
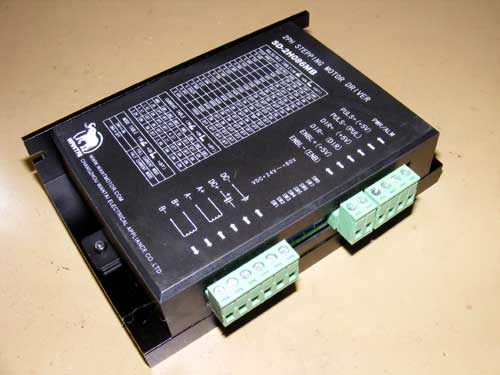

Drivsteg 'SD-2H086MB' / Nätaggregat 'S-200-24' från wantmotor.com[L4] Kina
För att 'snabbstoppa' maskinen vid nödstopp så använder vi 'ENA+' ingången på drivstegen. +5volt spänningen till 'ENA+' kopplas via ändlägesbrytarna och nödstopparna. När någon av dessa aktiveras bryts +5volt spänningen på 'ENA+' ingången och drivstegen 'inaktiveras' omedelbart.
För att få igång maskinen igen måste nödstopparna återställas eller 'Axis Reset' knappen aktiveras för att förbikoppla ändlägesstopparna så att respektive axel kan köras bort från ändläget.
Motorer: CNC-Maskinens tre axlar (X-Y-Z) kommer att drivas av stegmotorer, totalt 4st - 2st för Y-Axelns portal samt 1st vardera för X och Z axlarna. Vi har valt att använda stegmotorer då dessa blivit rellativt starka och ligger dessutom bra prismässigt. Alternativet är servo-motor drivning som är lite mera komplicerat och dyrare, men används alltjämt då servo-motorer kan göras mycket starka.
Det finns ett flertal bra leverantörer på interface kort, drivsteg och stegmotorer. Har beställt och fått hem ett drivkort och tre stegmotorer för utvärdering och tester från http://www.jbcnc.se/[L1]

Interface / Drivkrets för 4-Axlar - 3Nm Stegmotor från JBCNC.se[L1]
3Nm är lite för 'Svagt' för våra behov. Man kan enkelt uppskatta drivkraft behovet genom att köra en axel med något som man känner till drag (broms) kraften på, t.ex. en sladdlös skruvdragare som vanligtvis har mellan 15-25Nm i drag (broms) kraft, exempel: Skruvdragare 'Black&Decker 188K/18V' som har 18Nm drag (Broms) kraft.
Notera! - Uppskattade drivkraftbehov gäller endast för denna maskin och kan inte tas för intäkt att liknande maskiner kan fungera med samma motorer som vi använder. Drivkraftbehovet måste anpassas till varje specifika maskin.
Uppskattat drivkraftbehov > 15Nm för Y-Axel men < 15Nm för X och Z-Axel.
Det är lite svårare att hitta stegmotorer som är större än 6Nm bromskraft. Det går att beställa direkt från Kina via eBay, bl.a. http://www.wantmotor.com/[L4] - kan leverera stegmotorer med upp till 28Nm bromskraft (3965oz-in)
Vi har fastnat för ett 'CNC Kit' för US $659,99 + frakt (Totalt 6,573.66) - Det består av:
- 4 st Stegmotorer /Nema34 '85BYGH450C-012B' 11,22Nm (1600oz-in)
- 4 st Drivsteg 'SD-2H086MB' 8.2A/24-80V
- 2 st Nätaggregat 200W / 24VDC
- 1 st PC Interfacekort / Breakout Board
- 1 st PC DB25 Cable
Planen är att driva Y-Axel 'portalen' med två stegmotorer, en till varje trapetsskruv. (2x 11,22Nm = 22,44Nm) - X/Z axlarna drivs med en motor på 11,22Nm vardera.

1600oz/in 11,22Nm Stegmotor från wantmotor.com[L4] Kina
Använder vanliga kopplingsdosor från BILTEMA.se[L7] för att kunna skarva motorledningarna, dosorna fästs på motorns bak gavel och fungerar även som skydd för den genomgående motoraxeln som annars skulle vara helt öppen / oskyddad.


Stegmotor med kopplingsdosa 'BILTEMA art.nr# 35110'
Ett alternativ är 3-Axel varianten av ovanstående, 2 Motorer för Y-Axel, 1 Motor för X-Axel, samt en något mindre (6Nm) stegmotor / drivare för Z-Axeln. En sådan lösning skulle bli ca. en tusenlapp billigare.
Omvandling Nm / Oz-in
============================================================================
1,9 Nm 270 Oz-in 9,3 Nm 1318 Oz-in
3 Nm 425 Oz-in (Nema 23) 11,22 Nm 1590/1600 Oz-in (Nema 34)
5,2 Nm 740 Oz-in 12,7 Nm 1810 Oz-in
6,2 Nm 880/892 Oz-in 21 Nm 2974 Oz-in (Nema 42)
28 Nm 3965 Oz-in
============================================================================
|
Stegmotorer drivs med pulserad likspänning (Fyrkantvåg) i (minst) två sepparata motor-lindningar (2-Fas). Varje puls kan förskjutna i tid på respektive lindning (Fasförkjutning), det gör att motorn vrider sig i inkrementellt i önskad riktning.
Dom stegmotorer som vi tänker använda vrider sig 1,8° med 5% tolerans per helpuls. Det innebär att 200 pulser är ett helt varv. Med hjälp av fasförskjutning kan vridningen delas ner till 1/16 (En sextondel). Det gör att man kan få en mycket exakt drivning av axlarna.
Stegmotorerna och drivstegen kan (Teoretiskt) hantera upp till ca: 200000 pulser per sekund (200Khz) - I Praktiken måste man dock räkna med olika försvårande faktorer som kabelstörningar, stegmotorernas egenskaper o.s.v.
Beräkning 1: Trapetsskruv TR26 L=2000mm med enkla spårkullager i varje ände ger ett kritiskt varvtal på 1111 varv/min. Maximalt praktiskt varvtal blir då 889 varv/min (1111x0,8) - Trapetsskruven har gängstigning: 5mm/varv, det ger maximal matningshastighet: 889x5 = 4445 mm/minut - 4,4 m/min
Pulsbehovet för beräknad max hastighet blir med 1/8 pulsdelning: 23,7KHz
Beräkning 2: Trapetsskruv TR26 L=2000mm med dubbla spårkullager i varje ände ger ett kritiskt varvtal på 2496 varv/min. Maximalt praktiskt varvtal blir då 1996 varv/min (2496x0,8) - Trapetsskruven har gängstigning: 5mm/varv, det ger maximal matningshastighet: 1996x5 = 9980 mm/minut - 9,9 m/min
Pulsbehovet för beräknad max hastighet blir med 1/8 pulsdelning: 53,2KHz
Den första beräkningen är mera realistisk då programvaran och parallell-porten begränsar den möjliga pulsfrekvensen till max 60KHz - Vi kommer ändå att montera trapetsskruvarna på Y/A axlarna med dubbla kullager i varje ända för att om möjligt köra högre varvtal (Matning).
Beräkningar på trapetsskruvar har gjorts på http://mekanex.se[L3] hemsida.
Läs mera om stegmotorer http://www.drivteknik.nu[R1]
Som vi nämnt tidigare så kommer Y-Axel portalen att drivas med två motorer. Dom två motorerna driver var sin trapetsskruv på respektive sida av maskinstommen. Sammankopplingen görs i programvaran där den fjärde axeln (A) blir 'Slav' till Y-Axeln. Allt som går ut till Y-Axeln går även ut till A-Axeln. Allt som behövs är alltså en extra stegmotor med drivsteg och lite 'tweak' i programvaran.
Bygget
Nu har själva byggandet kommit igång så smått. Börjar med 'grund' komponenterna först. Det är naturligtvis trapetsskruvarna, gejdrar & supportvagnar samt Y-Portal.
Trapetsskruvar / Axeltappar
2010.11.24 Tillverkningen (Svarvning) av axeltappar till trapetsskruvarna låter vi en proffesionell svarvare ta hand om. Vi kommer att använda automatstål SS1312
Tapparna har delats in i tre delar, del 'A' används för infästning av trapetsskruven som låses fast med en rörsprint, på del 'B' monteras lagerbocken och slutligen del 'C' för motorkopplingen.
På Y/A-Axlarna kommer vi att använda två lagerbockar per trapetsskruv ände, delen 'B' har därför förlängts från 22 till 43mm. Del 'C' behövs bara i den ände som motorn ska kopplas till, det är därför som fyra tappar saknar denna del.
Totalt kommer vi att behöva 8st tappar, det blir fyra olika:
============================================================================
Tapp | Del A | Del B | Del C |
|TR26 Infästning |Lagerinfästning |Motorinfästning |
============================================================================
2st Motortapp Y/A-Axel D36/d26/L32 D20/L43mm D15/L20
2st Ändtapp Y/A-Axel D36/d26/L32 D20/L43mm -
2st Motortapp X/Z-Axel D36/d26/L32 D20/L22mm D15/L20
2st Ändtapp X/Z-Axel D36/d26/L32 D20/L22mm -
============================================================================
|
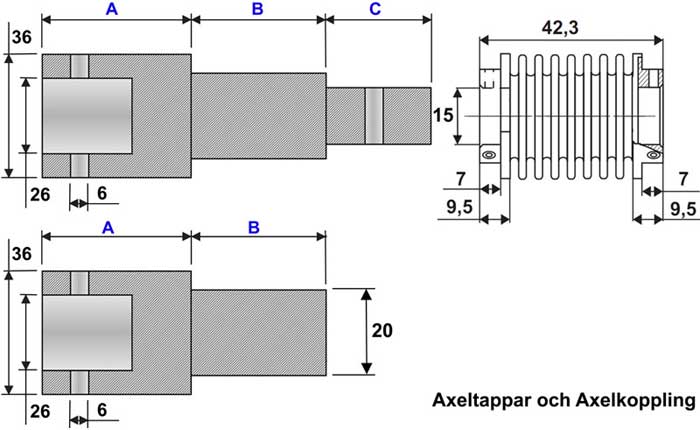
Skiss 'Axeltappar' (Ej i skala) - Högerklicka, välj 'Visa bild' för större bild
Supportvagnar
Vi låter även svarva lagerbussningar för spårkullager, här behövs endast en modell: D20xL12xd8 för Spårkullager 6004SR (Y-Axel)
För Spårkullager 6200SR (X/Z-Axel) behövs inga bussningar då dessa skruvas direkt med halvgängade M8x70 bultar. Vi använder helkapslade standard spårkullager för att hålla kostnaderna nere och förenkla skötsel/underhåll.

Standard 'Spårkullager' och lagerbock D20mm
Y-Portal
2010.11.20 Fick hem aluminium profilerna till Y-Portalen idag. Profilerna verkar att vara väldigt styva så portalen kommer nog att bli tillräckligt stabil med dessa. Kommer att använda 4st 40x80mm profiler som vertikal-gavlar, en per sida. 2st 80x80mm profiler utgör horisontal balk - Y-Portalens supportvagnar (2st per sida) fästs i 4st 40x80 profiler (2st per sida) (Se bilder / skiss)


Y-Portal (Liggande) - Högerklicka, välj 'Visa bild' för större bild
Vi kommer att låta TIG svetsa samman aluminium profilerna till Y-Portalen för att få största möjliga styvhet, men vi börjar med att skruva ihop delarna för 'utprovning' - TIG svetsningen får vänta tills vi har koll på hur allt passar ihop på bästa sätt.
Maskinstomme
Den för fräsresultatet viktigaste delen av maskinstommen är naturligtvis själva arbetsbordet. Vi kommer att utgå från två kraftiga fyrkantrör(A) 100x50, fyrkantrören ligger direkt under tvärbalkarna(B) som håller aluminiumprofilerna i själva arbetsbordet(C). Dom två fyrkantrören(A) bärs upp av tre 'ramar'(D) gjorda av fyrkantrör 60x40, ramarna(D) står vertikalt och utgör stativ (Ben), dom kan justeras individuellt i höjdled med hjälp av maskinfötter.
Maskinbordet(C) justeras plant med hjälp av maskinfötterna. Y-Portalens gejdrar fästs i fyrkantrören(A), det gör att även dessa blir plana i förhållande till maskinbordet.
Säkerhetsfunktioner
Maskinen måste även ha en rad säkerhetsfunktioner. I manualen 'Software install and configuration' som hör till Mach3 programvaran beskrivs dessa ingående. Tänk på att skyddsfunktionerna först och främst är till för att skydda DIG!
|
Alla säkerhetsfunktioner styrs via interface kortet och programvaran, den viktigaste är naturligtvis nödstopp (EStop) - sedan kommer ändlägesbrytarna (Limit) och referensbrytarna (Home)
Nödstopparna (2st) kommer att placeras på kortsidorna (Gavlarna) av maskinen. Det är MYCKET viktigt att maskinen stoppar O.M.G. när man trycker på en nödstopp. Om man bara bryter stömmen rakt av så kommer maskinen att fortsätta köra tills filter kondensatorerna i nätaggregatet har laddats ur, det är INTE bra.
Ett ställe att bryta ström tillförseln tillförlitligt är mellan nätaggregaten och drivstegen. Med dom drivsteg som vi använder är det även möjligt att koppla 'ENA+' signalen via nödstopparna, detta gör att drivstegen omedelbart görs inaktiva när nödstopparna aktiveras.
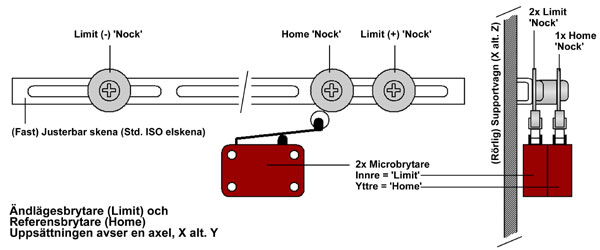
Gränsläges/Referens-brytare / Justerbara 'Nock' brickor
Vi kommer att använda en gränslägesbrytare (Limit) och referensbrytare (Home) per trapetsskruv/motor (X/Y/Z/A =8st) - Gränslägesbrytarna påverkas av en justerbar 'Nock' i varje ändläge på respektive trapetsskruv/motor - Referensbrytaren påverkas av en liknande nock, men för detta finns bara en per axel.
Y-Axeln och dess 'slav' axel (A-Axel) har var sin uppsättningar av brytare, detta för att dom 'fysiskt' drivs helt sepparat. Pulsfel, störningar i kablar m.m. kan göra att den ena stegmotor 'missar' steg, det gör att Y-Portalens båda trapetsskruvar/motorer kan komma ifrån varandra något, Y-Portalens båda 'ben' går då aningen skevt i förhållande till varandra. Med en referensbrytare på respektive sida så rättar alla sådana fel till sig 'Automatiskt' när man referenskör maskinen.
Gränsläges och referens 'nockarna' är justerbara i rörelse-axelns längdriktning. Vi använder std. iso-skenor, på dessa skruvar vi med hjälp av korg-muttrar fast en helt vanlig rund plåt-bricka (D30xd6,5xtj1,5). På referens nocken sätter vi in en rördistans (D8xd6,5xL12mm) mellan för att den ska komma ut lite, och ligga i linje med referens-brytaren som har monterats utanför ändlägesbrytaren.(Se skiss)
För att kunna återställa maskinen efter att man, medvetet eller omedvetet ha aktivera ändlägesbrytarna så kommer dessa att kunna förbikopplas med en återfjädrande 'Reset' knapp. När 'Reset' knappen hålls in kan man köra bort axeln från ändläget. Det är mycket viktigt att denna knapp/brytare är återfjädrande så att den inte kan användas för att permanent förbikoppla säkerhetsfunktionerna.
Kretslösning
Försöker här att beskriva CNC-Maskinens elektriska krets. Det mesta är hämtat från manualen 'Software install and configuration' som hör till Mach3 programvaran. Några mindre ändringar har gjorts, bl.a. bryter vi INTE ström tillförseln till drivstegen, vi nyttjar i ställer 'ENA+' ingången för att stoppa maskinen.
Första delen kallar vi för 'Dator OK Krets' - Den känner av 'ChargePump' signalen på pinne 1, när Mach3 programvaran är igång och allt är OK drar RL1 och 'Dator OK LED' tänds. Kontakt RL1/1 gör att spindelmotorn kan starta och kontakt RL1/2 kopplar +5V till 'ENA+' på drivstegen.
Andra delen kallar vi för 'Maskin OK Krets' - När allt är OK, nödstop1&2 inte aktiverade samt inga axlar i gränsläge så kan RL2 dra genom att man trycker på 'RESET' - 'Maskin OK LED' tänds, Kontakt RL2/1 gör att ev. 'EStop' signal går hög (5V) och Kontakt RL2/2 gör att spindelmotorn kan starta.
Kretsen över 'Limit' brytarna och nödstopparna aggerar 'Håll-krets' - RL2 kommer att vara draget tills någon av dessa aktiveras och kretsen bryts.
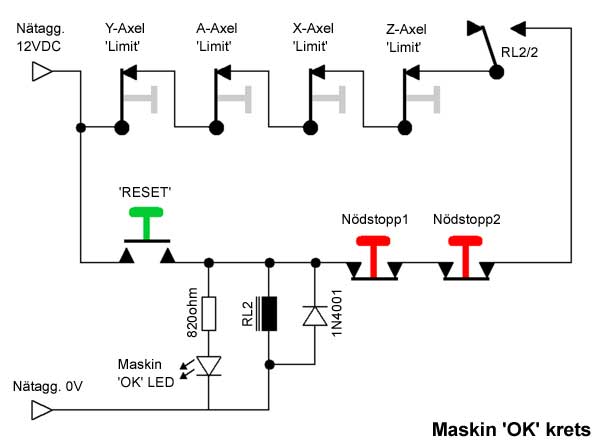
Brytare / Reläkontakter ligger här i 'viloläge' (Kretsen är inaktiv)
Kostnader
Gröna siffror anger 'upparbetade' kostnader - Röda siffror anger kvarstående kostnader. Blåa siffror visar 'Grand Total' - Vi har där det är möjligt aven räknat in fraktkostnader o.s.v. för att få fram verkliga kostnader.
Kostnader / Leverantörer t.o.m. 2010.12.22
==========================================================================
http://www.inregodriekt.se
==========================================================================
1st Beg. HP Compaq DC7600 inkl. OS/XPpro 749.00 SEK 2010.12.09
Frakt 195.00 SEK
MOMS 236.00 SEK
1st Beg. Bildskärm 15" TFT 300.00 SEK 2011.06.12
1st Nytt Trådläs Tangentbord / Mus kjell.com 299.00 SEK 2011.06.12
===============================
Total 1,779.00 SEK
==========================================================================
http://www.viberger.se
==========================================================================
3st TR 22X5 Gängad stång, höger TR26X5 a' 286kr/m 1716.00 SEK 2010.08.06
6st TR 22X5 Rundmutter, höger TR26X5 a' 115kr/st 690.00 SEK 2010.08.06
6st Anslagsdämpare GN353-30-36-M8-E-55 a' 16,5kr/st 99.00 SEK 2010.08.06
Frakt
2505.00 SEK
MOMS 626.25 SEK
===============================
Total 3,131.25 SEK
==========================================================================
Clas Ohlson - http://www.clasohlson.se
==========================================================================
1st Handöverfräs 'Cotech' 30-9313 399.00SEK 399.00 SEK 2010.11.05
16st Spårkullager 6004SR 20x42x12 30-9365 59.00SEK 944.00 SEK 2010.11.20
16st Spårkullager 6200SR 10x30x9 30-5910 39.00SEK 624.00 SEK 2010.11.20
12st Lagerbock 20mm 30-4684 139.00SEK 1,112.00 SEK 2010.11.20
Frakt 89.00SEK 89.00 SEK
Priser inkl. moms ===============================
Total 3,724.00 SEK
==========================================================================
BILTEMA - http://www.biltema.se
==========================================================================
25st Stoppskruv M6 x6mm 870194 24.90 SEK 2010.12.01
1set Rörsprintsats 191042 129.00 SEK 2010.12.01
Div Skruv / Bricka / mutter 358.70 SEK 2010.12.01
Gummikudde 'Universal' 63105 39.90 SEK 239.00 SEK 2010.12.01
Genomslagsgummi 'Univesral' 63107 24.90 SEK 149.40 SEK 2010.12.01
Twin Stömkabel 2,5mm2 84542 99.90 SEK 99.90 SEK 2010.12.01
4par Rörklammer 50mm 792350 24,90 SEK 60.00 SEK
Frakt 0.00 SEK 0.00 SEK
Priser inkl. moms ===============================
Total 1,060.90 SEK
==========================================================================
Tibnor AB - http://www.tibnor.se
==========================================================================
6m 30 x 30 x 2 Fyrkant-rör Gejdrar X/Z 308148 53.00SEK 318.00 SEK
12m 60 x 40 x 2 Kvadrat-rör Maskinstomme 58508 86.70SEK 1,040.40 SEK
6m 100 x 40 x 3 Kvadrat-rör Gejdrar Y 156310 172.80SEK 1,036.80 SEK
48kg 2m x 1m x 2mm Stålplåt Maskinstomme 78424 14.30SEK 686.40 SEK
27kg 2m x 1m x 5mm Aluminiumplåt H22
Supportvagnar Y/Z 34444 49.20SEK 1,328.40 SEK
20kg D40 mm Axelstål SS 1312-06(S235JRG2) 14244 29,65SEk 593,00 SEK
Frakt
MOMS 1,102.50 SEK
===============================
Total 5,512.50 SEK
==========================================================================
http://www.jbcnc.se
==========================================================================
1st Programvara MACH3 v.2.0. mach3 1,300.00 SEK 2010.11.01
2st Aluminiumprofil 80x80x1400 3842993133 812.00 SEK 1,624.00 SEK 2010.11.14
8st Aluminiumprofil 40x80x800 3842993130 250.00 SEK 2,000.00 SEK 2010.11.14
1st 4-Axis Stepper KIT US $659,99 + frakt 6.70 SEK 6,573.66 SEK 2010.12.04
Frakt 440.00 SEK
MOMS 2,828.50 SEK
===============================
Total 13,278.66 SEK
==========================================================================
http://www.elfa.se
==========================================================================
10st Mikrobrytare 1006.0701 [6A] 33,88 35-830-08 32.88 SEK 328,83 SEK 2010.12.15
12M Kabel mångledare 4X1,50MM 55-737-73 40.16 SEK 803,16 SEK 2010.12.15
30M Kabel mångledare 2x0,5 mm² 55-735-92 14,45 SEK 433,59 SEK 2010.12.15
2st Nödstoppknapp, XB5AS8445 35-123-57 160.05 SEK 320.10 SEK 2010.12.15
1st Signalrelä 12 VDC NF4EB-12V 37-052-66 165.05 SEK 165.05 SEK
1st Signalrelä TQ2-5V 5VDC 37-109-50 32.59 SEK 23.59 SEK
Frakt 127.00 SEK
MOMS 503,18 SEK
===============================
Total 2.515,86 SEK
'Grand Total' 31,794.42 SEK
|
Dokumentation
# Installation och configuration - Mach3Mill Install and Config Guide 4,3Mb .pdf fil
# Användarhandledning - Using Mach3Mill 5,8Mb .pdf fil
# Datablad för - Trapetsskruv 237Kb .pdf fil
# Manual för stegmotor drivare - SD-2H086MB 421Kb .pdf fil
# Datablad för - Switchat nätaggregat 5VDC/75W, LS75-5 2,1Mb .pdf fil
# Datablad för - Switchat nätaggregat 24VDC/200W, S-200-24 60Kb .pdf fil
Leverantörer / Referenser
Honors to the brains behind - 'Äras den som äras bör' - som talesättet säger. Som vanligt så är det inte vi som kommit på allt detta. Här hittar ni länkar till referenser och leverantörer.
Leverantörer [L1] http://www.jbcnc.se/ - Drivare/Motorer/Aluminiumprofiler [L2] http://www.machsupport.com - Mach3 Programvara [L3] http://www.mekanex.se - Trapets-skruvar + Gejdrar m.m [L4] http://www.wantmotor.com - Nätaggregat / Drivare / Stegmotorer [L5] http://www.wiberger.se - Trapets-skruvar/maskinelement [L5] http://www.clasohlson.se - Kullager / Lagerbockar [L6] http://www.nimaab.se - Kullager, Lagerbockar, Spånsugslang [L7] http://www.biltema.se - Stoppskruv, Rörsprint [L8] http://www.inregodriekt.se - Begagnade datorer [L9] http://www.elfa.se - Kabel/Relän/Brytare m.m. Alternativa källor: (vi har själv inte handlat något från dessa, denna gång) http://www.kullager.se - Kullager, Lagerbockar http://www.cnc2all.com - Drivare/Motorer http://www.bttab.se - Bl.a. centralsmörjningar http://www.damaskus.se - Dammtätning kabelkedjor m.m http://www.wiklundsverktyg.se - Slipade precisions stålämnen http://automatic.jetshop.se/ - CNC Kulskruvar m.m. http://KELINGinc.net - Drivare, Stegmotorer m.m. http://TVTMOTION.se - motorer m.m. http://EIE.se - Frekvensomriktare, Axlar m.m. HAIAN Machine Inc. Kina - Svarv/Fräs m.m. (Direktförsäljning) Referenser: [R1] http://www.drivteknik.nu [R2] http://www.cncroutersource.com [R3] http://buildyourcnc.com [R4] kjellihbg.com - Stålämnen / Svarvning m.m. |
'Disclaimer'
The information given on this page is given on an 'As Is' basis and aimed for NON COMMERCIAL use only. The author can not be held responsible for any use of the information. Any registered product / trademark or company name on the page is the property of their respective owners.
Notera!
Det är helt personliga reflektioner och upplevelser vi skriver om på den här sidan, dessa är inte några 'Expert' kommentarer / utlåtanden. Vi rekommenderar INTE att någon ska göra dom ändringar / Modifieringar som vi gjort och som beskrivs på denna sida, då dessa HELT SÄKERT gör att alla garantier som leverantören utställt OMEDELBART upphör.
Våra tester och slutsatser kan INTE, och ska INTE tas för intäkt att samma eller motsvarande resultat eller upplevelse kan erhållas eller efterliknas någon annanstans eller av någon annan.
Go Back!
©2010 SM2YER Goran